Sheet Metal Forming Defects

Dissecting Defects Part I

3 Ways To Predict Cracking And Splitting During Sheet Metal Forming Wiley Metal
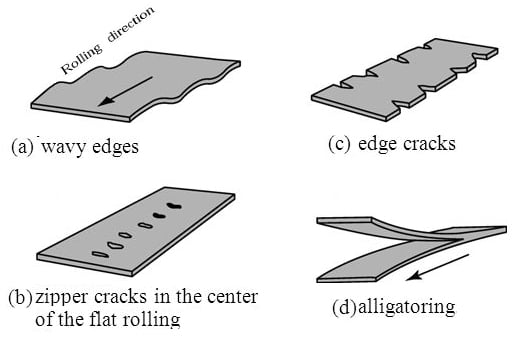
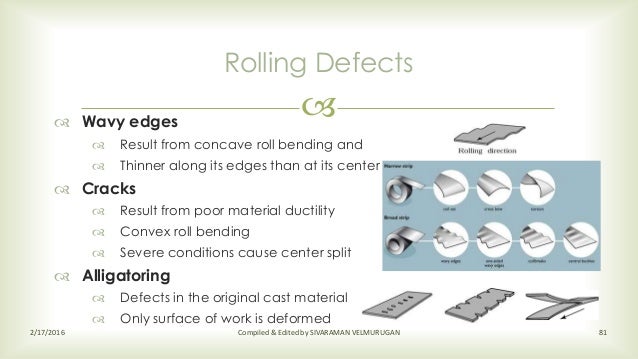
Common Rolling Defects And How To Combat Them
Identifying And Resolving The Most Common Defects In Sheet Metal Forming Stampingsimulation

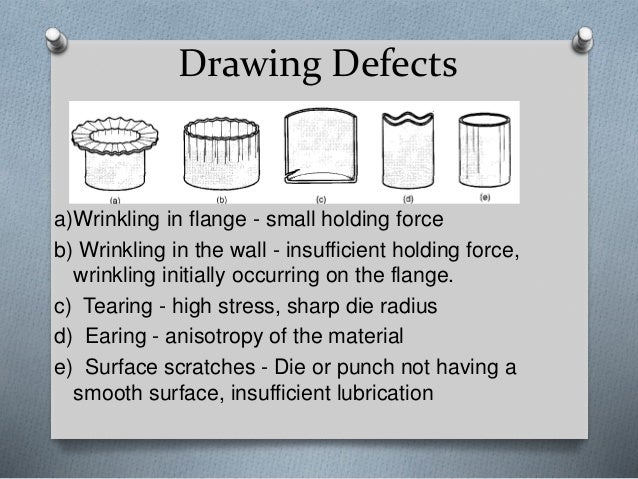
Metal Forming Defects
Http Web Mit Edu 2 810 Www Files Lectures 2015 Lectures Lec6 Sheet Metal Forming 2015 Pdf

Surface defects such as cracks and necking.
Sheet metal forming defects.
Orange Peel Industrial Metallurgists
06 Sheet Metal Forming
Sheet Metal Working Process

Metal Forming Course Open Die Forging Ppt Video Online Download

Metal Blanking Process By Advantage Fabricated Metals
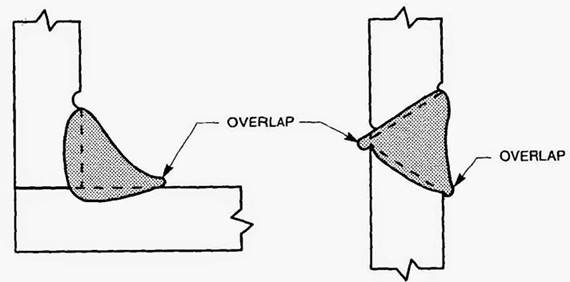
4 Common Weld Defects How To Prevent Them In Your Sheet Metal Design

Sheet Forming Process An Overview Sciencedirect Topics
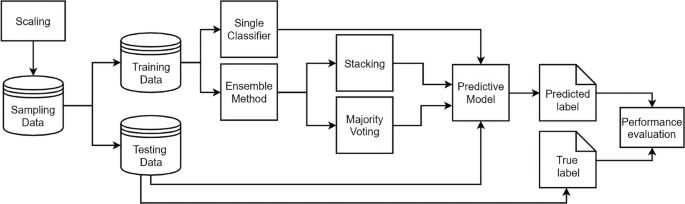
Single And Ensemble Classifiers For Defect Prediction In Sheet Metal Forming Under Variability Springerlink

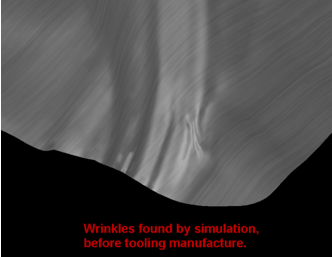
Analysis And Reduction Of Wrinkling Defects For Tube Hydroforming Magnesium Alloy Components At Elevated Temperatures Sciencedirect

Deep Drawing An Overview Sciencedirect Topics
6 Deformation Processes Unit Manufacturing Processes Issues And Opportunities In Research The National Academies Press

A Review On Mechanical Joining Of Aluminium And High Strength Steel Sheets By Plastic Deformation Sciencedirect

Metal Forming Process An Overview Sciencedirect Topics
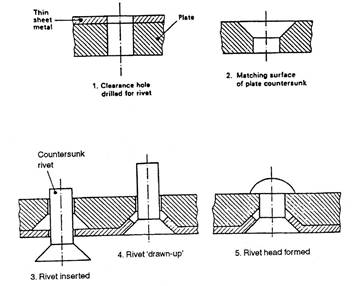
Fasteners For Sheet Metal
Sheet Metal Forming And Operations
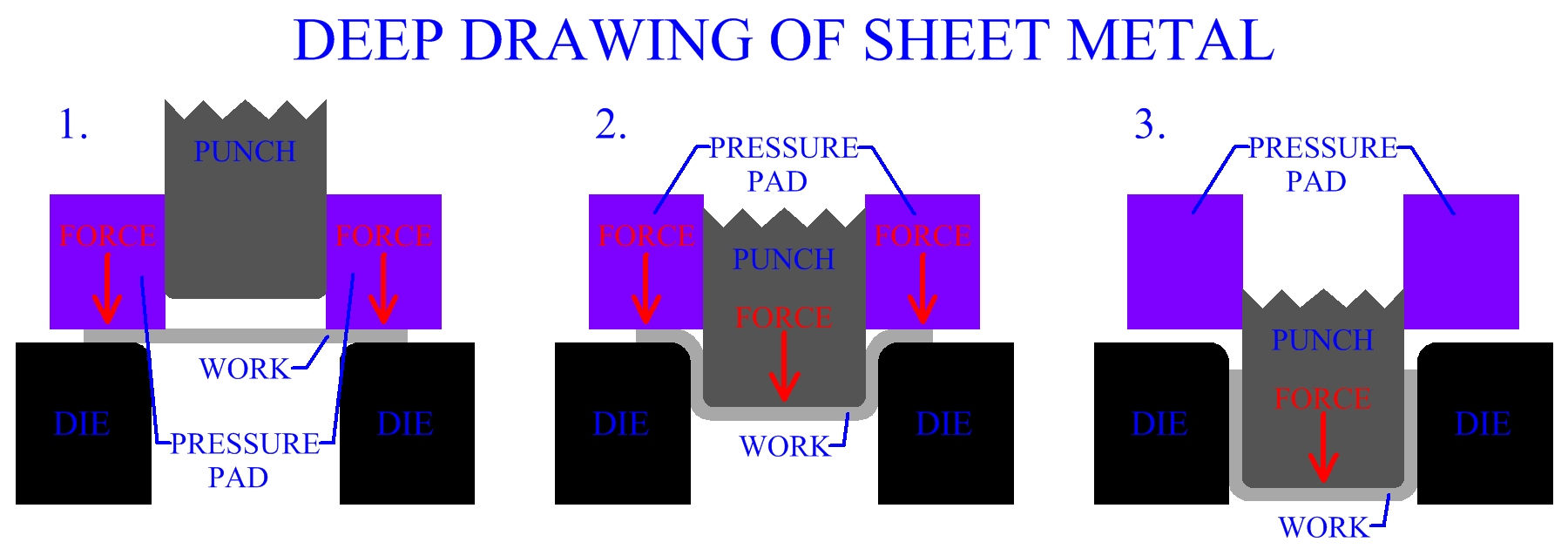
Deep Drawing Of Sheet Metal
Https Ora Ox Ac Uk Objects Uuid 4d0786f4 7089 4a02 A27e 5d2f4454d9ed Datastreams Bin9e5153b4 Fb34 4471 Abac 3a8ebe47cca8
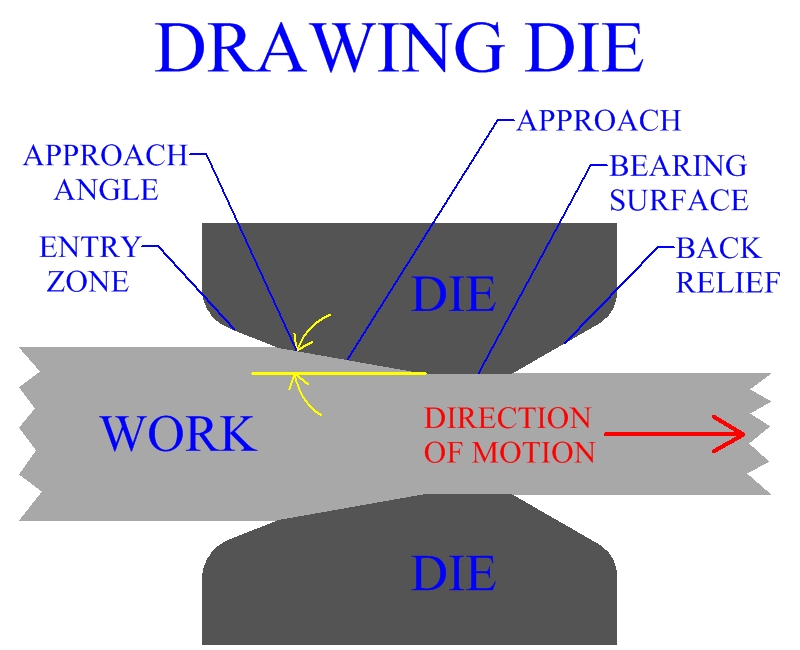
Metal Drawing
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcrttf1tdcbtwp8ivnq1jztol0ntpjnslrqpze1 A5qiog8di9q Usqp Cau

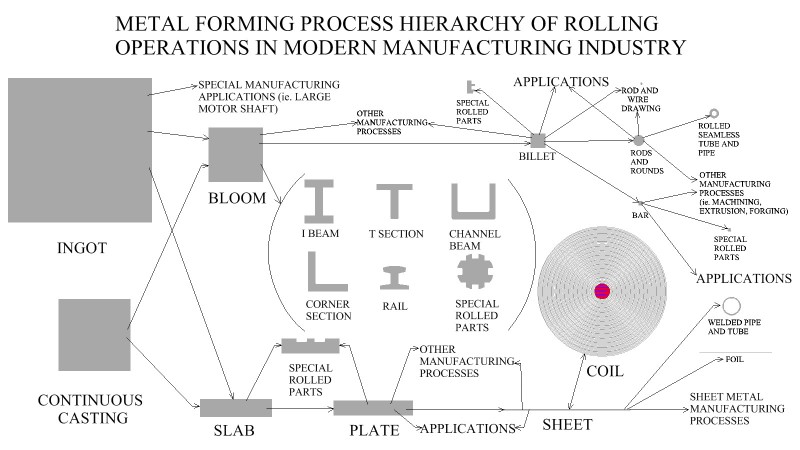
Metal Rolling
Sheet Metal Forming Lecture 6 Emu Ppt Video Online Download
Metal Forming Processes With Analysis

Difference Between Welding Discontinuity And Defect 4 Welding Discontinuities That Impact Only Appearance W Sheet Metal Fabrication Welding Metal Fabrication
Dr R Narayanasamy Power Point On Deep Drawing

Metal Forging In 2020 Forging Metal Conceptual Understanding
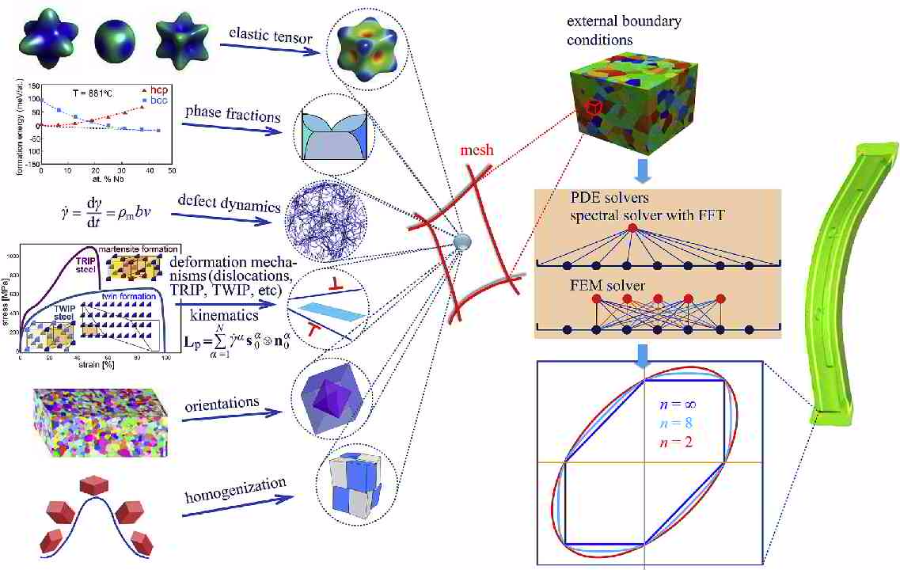
Sheet Forming Modeling Simulation Texture Crystal Plasticity Crystal Plasticity Fem Crystal Plasticity Finite Element Simulation

Sheet Metal Working Processes Ppt Download
Stampack Sheet Metal Forming Simulation Software Stampack Gmbh

Bending Basics The Hows And Whys Of Springback And Springforward

Bending Processes And Methods Trumpf Machine Tools Machine Tools Bend Trumpf

57 Questions With Answers In Sheet Metal Forming Science Topic

Material Defect An Overview Sciencedirect Topics

Forge For Sheet Metal Forming
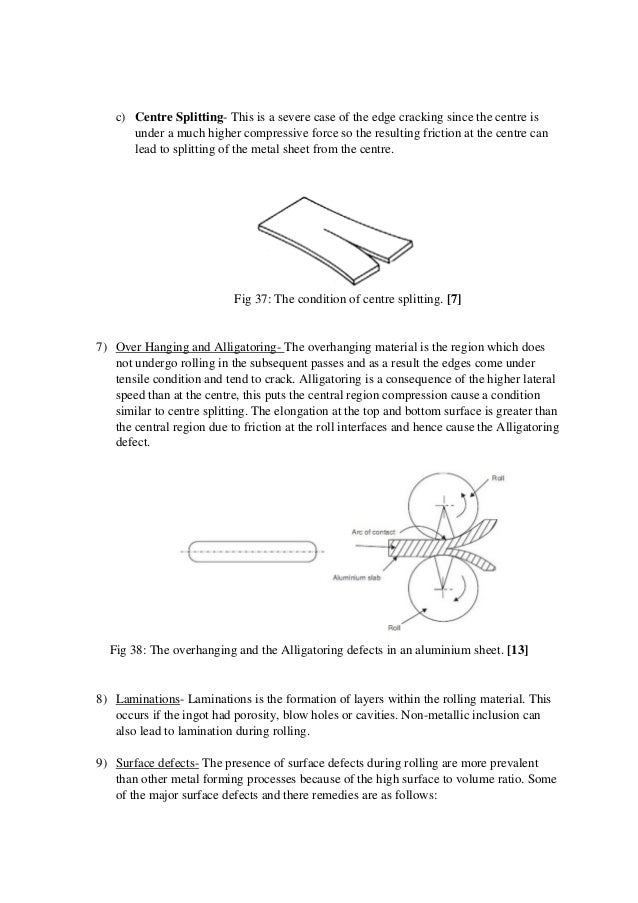
Rolling Metal Forming Apratim Khandelwal Docx

Pin By Gauge Nyc On Craft No Really Sheet Metal Fabrication Sheet Metal Work Metal Fabrication

Die Casting Process Me Mechanical Engineering

Pin On World Of Metallurgy

Openform Gns Gesellschaft Fur Numerische Simulation Mbh
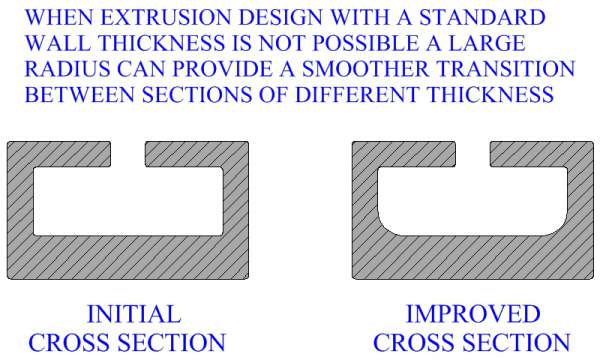
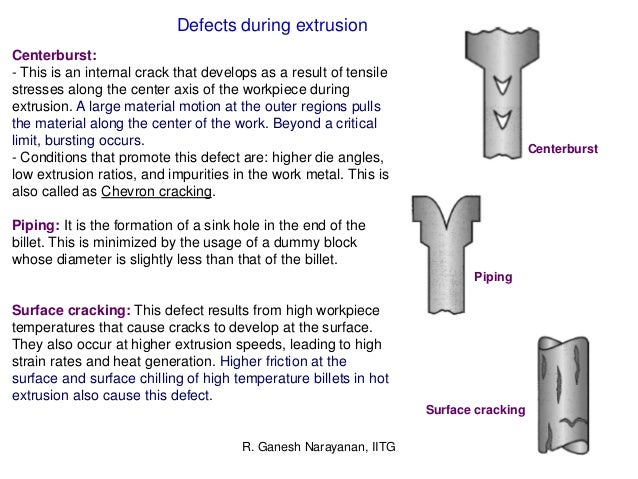
Design Of Metal Extrusion Processes

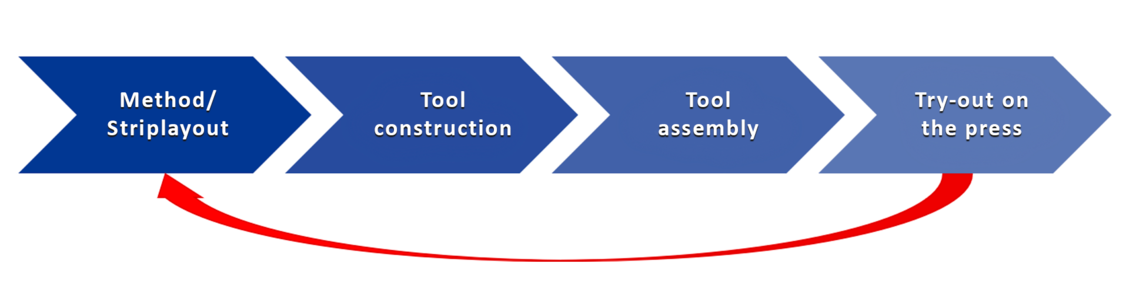
Closed Loop Control Of Product Properties In Metal Forming A Review And Prospectus Sciencedirect

Defect Engineered Reduced Graphene Oxide Sheets With High Electric Conductivity And Controlled Thermal Conductivity For Soft And Flexible Wearable Thermoelectric Generators Sciencedirect

Why Roller Leveling Arku
1
Source : pinterest.com
