Sheet Metal Piercing Tolerance

Stamping Piercing
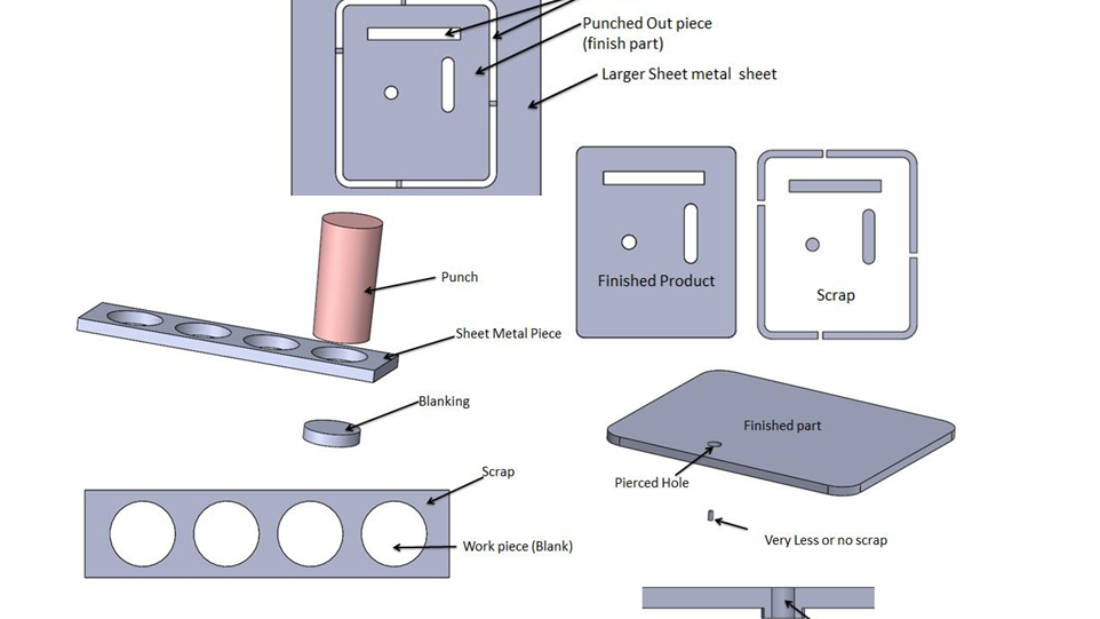
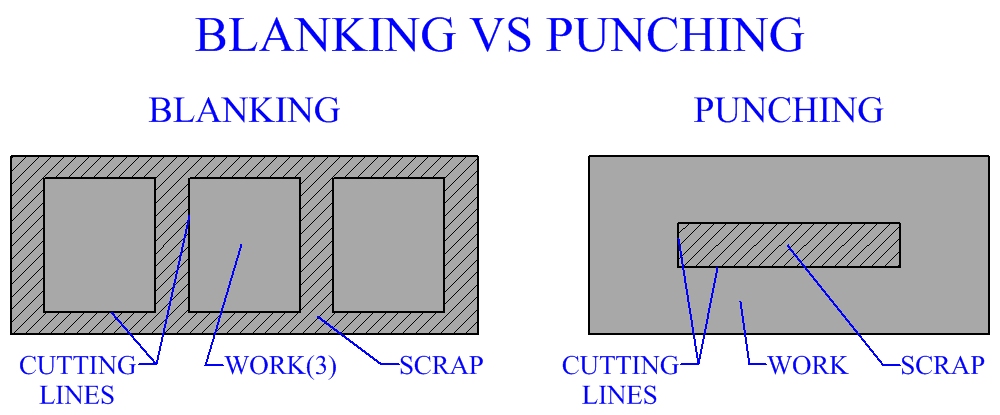
Difference Between Blanking Punching Piercing In Sheet Metal
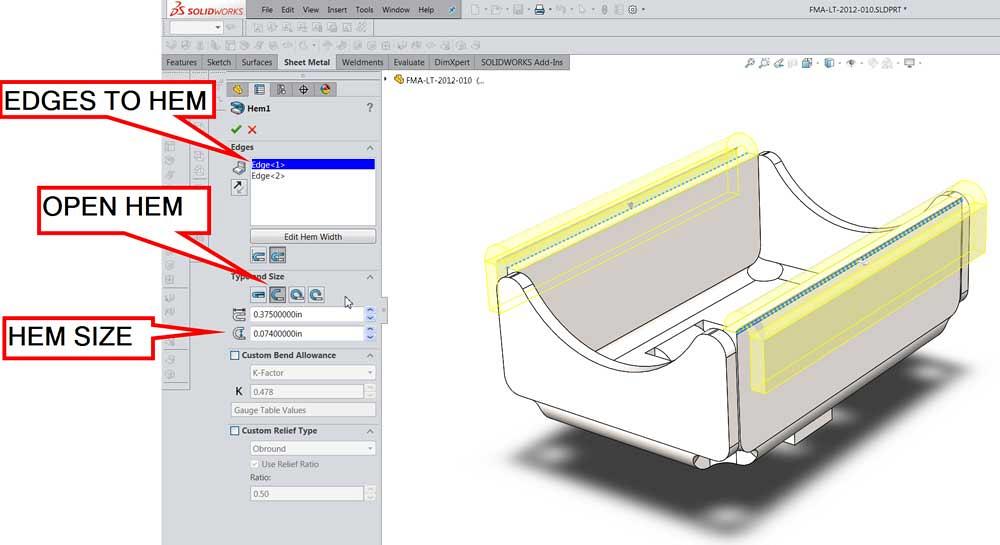
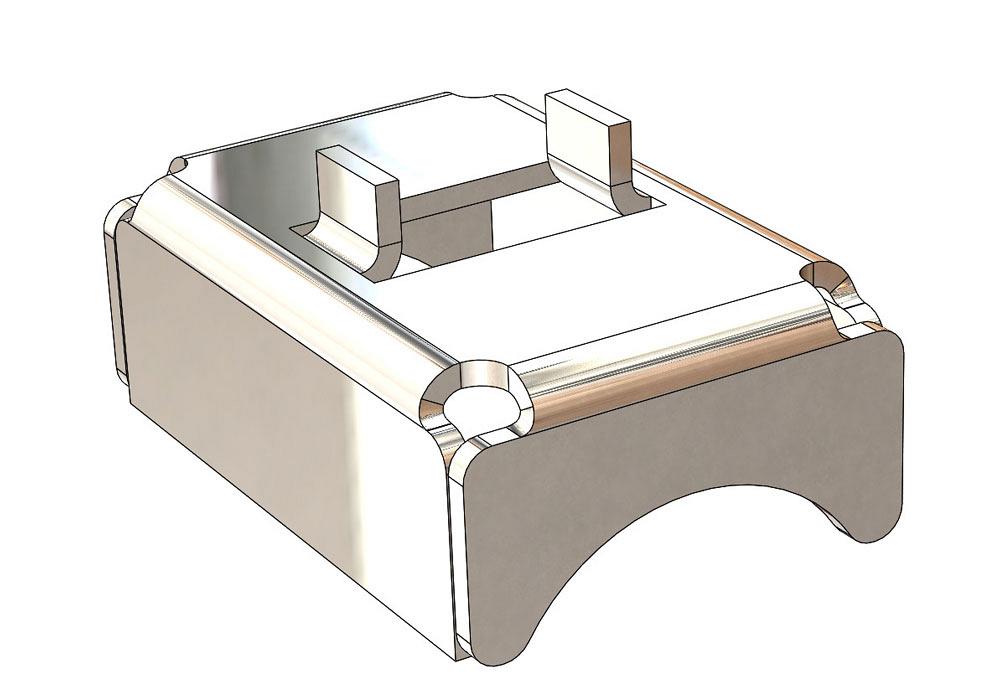
What Sheet Metal Shops Wish You Knew Hems Jogs And Forming Tools

Understanding Temper And Tolerance In Extruded Aluminum Extruded Aluminum Sheet Metal Fabrication Aluminum

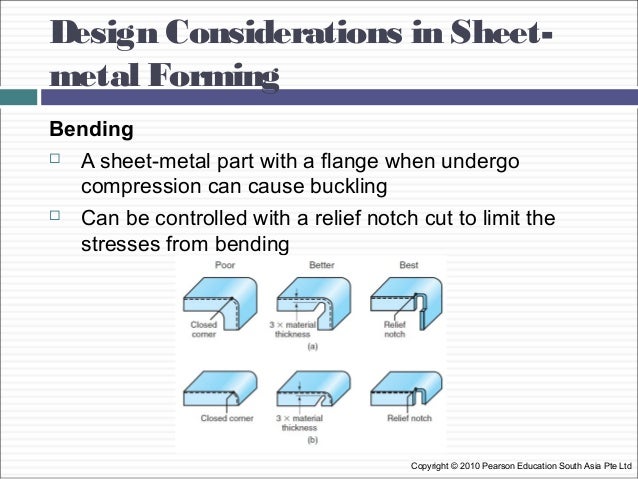
Bending Basics The Hows And Whys Of Springback And Springforward

Sheet Metal Design Guide Geomiq

Form height to thickness ratio to determine the minimum form height for sheet metal use the following formula.
Sheet metal piercing tolerance.

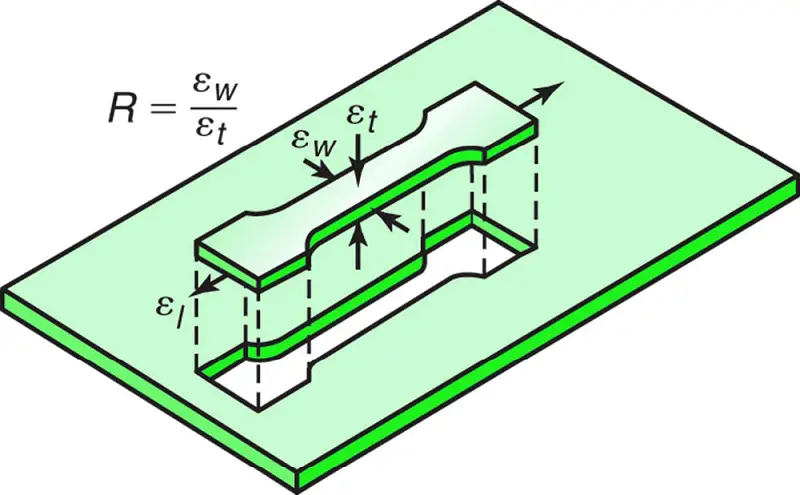
Rolled Sheet An Overview Sciencedirect Topics

Sheet Metal Cutting Operations Smlease Design

Image Transfer To Metal For Engraving Piercing Chasing Engraving Metal Stamping Image Transfer Line Drawing

Photo Gallery Fabricated Sheet Metal Drawer Panel 90 Inches In Length

Stainless Steel 303 Round Bar Steel Rod Metal For Arts Crafts Etsy In 2020 Steel Bar Copper Rod Stainless Steel Bar

Sheet Metal Punch And Die Size Youtube

Pin On Mould Spare Parts

Pin By Gc On Blacksmith Tools Steel Sheet Metal Galvanized Steel Sheet Types Of Sheet Metal

430 Stainless Steel Gauge Thickness Chart In 2020 Steel Gauge Chart Gauges

Sheet Metal Blanking Process For Forming Of Material Techminy
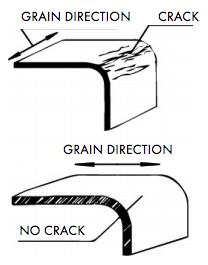
What Sheet Metal Shops Wish You Knew Reasonable Tolerances Grain Direction And The Base Flange

Double D Hole Punching Tool And Die Design Hole Punching Tool Design Metal Stamping

Thermal Drilling Processing On Sheet Metals A Review Sciencedirect
Sheet Metal Cutting

Tool And Die Maker Tool And Die Maker Manufacturing Tools
Progressive Deep Drawn Stamping Sheet Metal Fabrication Metal Stamping Metal Bending

Sheet Metal Design Body In White

Sheet Metal An Overview Sciencedirect Topics
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gctoqprx8vkjcyn4mnzlw5kmvpzmiz4czp8yrumrecicr Ujb2 K Usqp Cau

Sheet Metal Inspection Reverse Engineering Productivity Quality
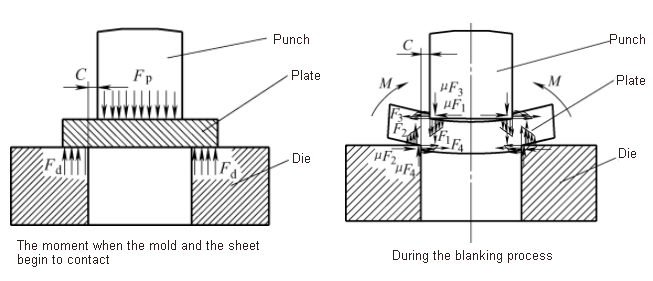
Metal Stamping And Die Design Blanking Machinemfg

Deep Drawing Sequence Sheet Metal Deep Drawing Metal Forming
Sheet Metal Design Guidelines How To Design Good Sheet Metal Parts

Solidworks Tutorial Sheet Metal Drawings Youtube Sheet Metal Drawing Sheet Metal Solidworks Tutorial
Sheet Metal Forming Processes And Equipment Machinemfg

Metal Stamping China Metal Stamping Metal Manufacturing Sheet Metal Fabrication

Mtt56ai Desenho Tecnico Desenhos Desenho
Sheet Metal Processes

Dogwood Flowers Body Art I Want A Wedding Ring Dermal Pearl Would Be Beautiful But I Also Love It In This S Body Art Feminine Tattoos Tattoos And Piercings

3003 3004 3005 Aluminium Circles For Foil Pans With Lids Aluminum Sheet Metal Aluminium Alloy Aluminum

Ginger Monkey Shop Inspiring Words Series Tolerance Typography Artwork Letterpress Font Lettering Design

Malachite Is A Calming Stone That Will Help You Keep A Clear Head While Traveling In 2020 Stud Earrings For Men Natural Stone Earrings Malachite Earrings
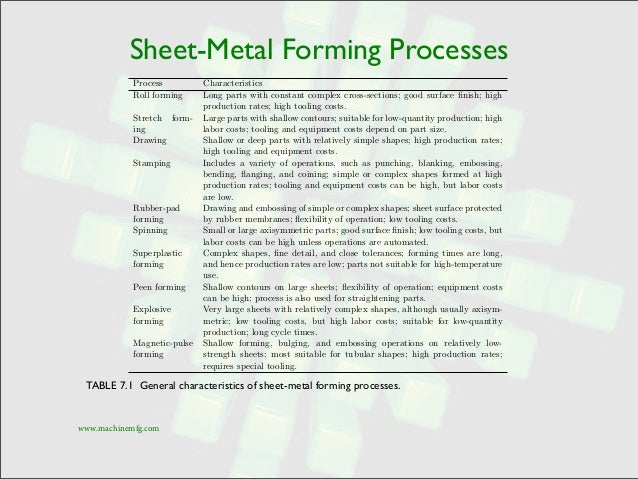
Sheet Metal Forming Processes

Making A Cistern Sheet Metal Walls Vinyl Liner More Nifty Water Tank Metal Water Tank Water Storage Tanks

Mechanical Design Tutorial Sheetmetal Design

Pin By Ray Frith On Cnc Punching Sheet Metal Work Aluminum Sheet Metal Sheet Metal Work Types Of Sheet Metal

Standard Capacitor Color Codes Voltage Across Capacitor Half Marathon Pace Chart Data Sheets Electronics Components C Capacitors Electronics Basics Coding

Strength And Courage Symbols From Different Cultures Hd Symbols Of Strength Tattoos Celtic Symbols And Meanings Symbols And Meanings

148455 37 Inch Curve Template Contour Gauge Welding Accessories Metal Working Tools Metal Fabrication Tools

Sheet Metal Operations Ppt Video Online Download
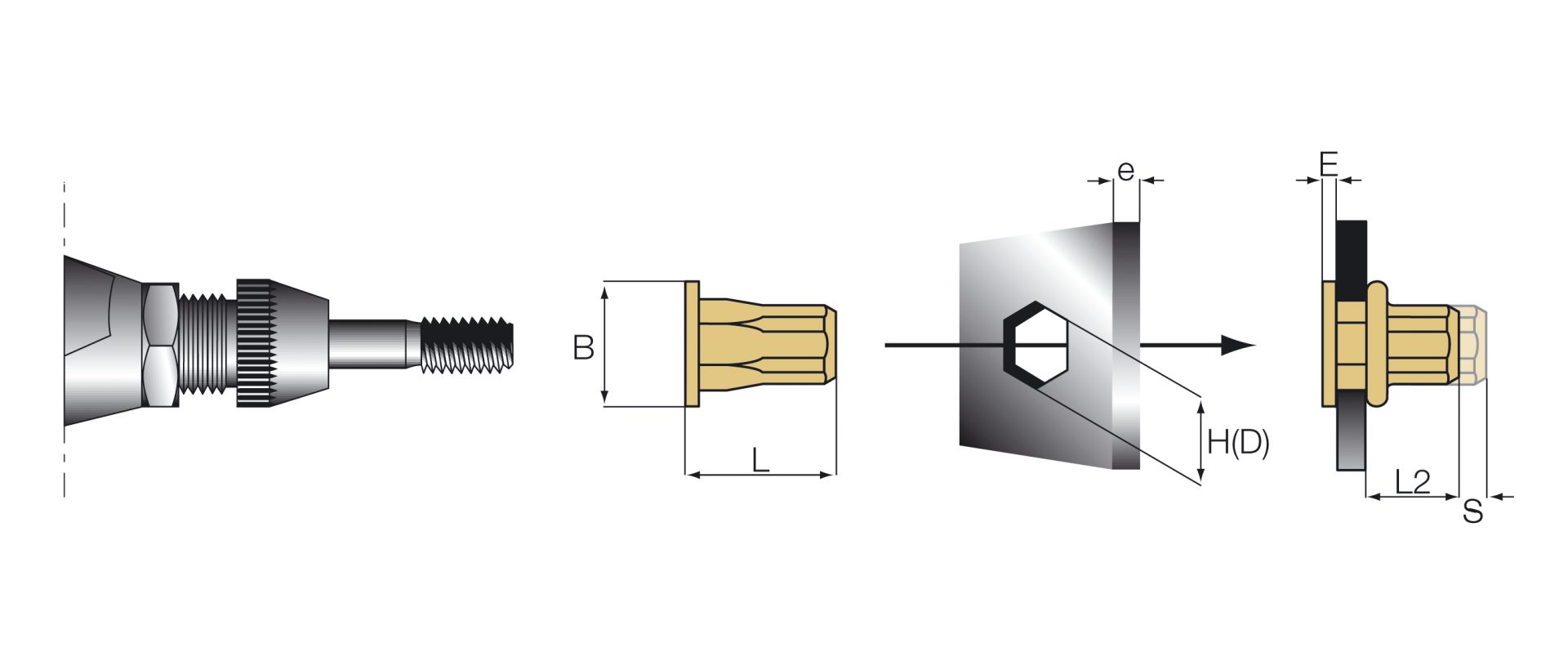
How To Create Metric Thread In Sheet Metal
What Is Metal Stamping Esi Engineering

Design Sheet Metal Service Excellence And Exceptional Quality Facade Cladding Exterior Wall Cladding Cladding Design
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcqnkqpm7cgcfcuwyhkfwnrj2mxdyd36qeksqo8ykeg Usqp Cau
Source : pinterest.com
